Huhtamaki Americas, headquartered in De Soto, Kansas, operates seventeen manufacturing facilities in North and South America which produce paperboard, plastic, and molded fiber packaging for consumer and food products. The Coleman, MI Huhtamaki facility specializes in plastic thermoforming operations to produce disposable plastic tableware. Using SPC and continuous process improvement methods is the corporate standard process management method and NWA Quality software is the standard SPC software tool.
NWA is used to establish process control limits and support quality control initiatives. Engineering uses the software for process studies and to work process capability into specifications. The approach is part of the continuous process improvement programs which reduce variation, decrease scrap, and reduce product overages.
Since 2004, Coleman has been developing profiles in NWA Quality Monitor and using them to monitor one particular variable, weights of moldings. Once implemented, cost savings were obtained through closely monitoring weights, training operators to interpret the results and make the appropriate process adjustments.
 NWA profiles were developed to support products such as plastic cups and plates. As a result of this system, Coleman has been able to improve operations by limiting variation in weights during the manufacturing process (Figure 1).
NWA profiles were developed to support products such as plastic cups and plates. As a result of this system, Coleman has been able to improve operations by limiting variation in weights during the manufacturing process (Figure 1).
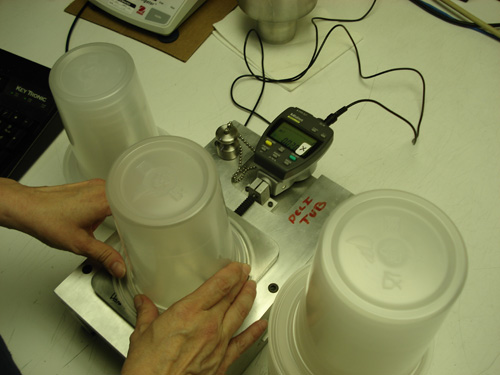 Historically, Huhtamaki’s quality control procedures involved taking multiple measurements such as outer dimensions and sidewall thickness for all parts (Figure 2). Engineering studies indicated that monitoring the weight of the molding alone provided sufficient data on process performance to maintain control and practice continuous process improvement.
Historically, Huhtamaki’s quality control procedures involved taking multiple measurements such as outer dimensions and sidewall thickness for all parts (Figure 2). Engineering studies indicated that monitoring the weight of the molding alone provided sufficient data on process performance to maintain control and practice continuous process improvement.
Today, Huhtamaki-Coleman uses Quality Monitor test station profiles that were developed to automatically enter a weight value into a screen. In order to achieve the automated weight data entry, an Ohaus electronic scale was interfaced to a computer using an RS232 interface. The scale was then configured to transfer the reading when stable.
 The change from multiple dimension test stations to simplified process monitoring using only weight substantially reduced the time and manpower overhead. The results of this data produce a graph which can be used to interpret process changes in the thermoforming line (Figure 3).
The change from multiple dimension test stations to simplified process monitoring using only weight substantially reduced the time and manpower overhead. The results of this data produce a graph which can be used to interpret process changes in the thermoforming line (Figure 3).
The simplified Quality Monitor workstations were moved out to the floor and the operators were given responsibility for data collection. Previously, quality data collection was in the hands of technicians and the operator was divorced from process monitoring. Now the operator is more involved and much more attuned to the improving performance. This further reduces overhead and increases performance for a much more efficient and productive quality program.
Configuring NWA Quality Monitor for the Job
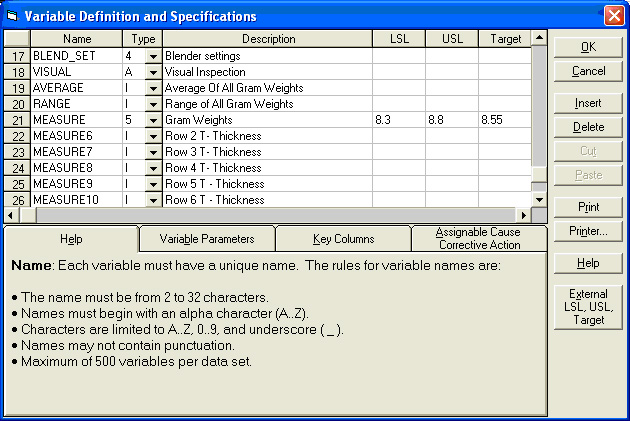 In the case of thermoforming at Coleman, weights were established as the variable to monitor for process control. A data set detailing the critical variables was outlined and created using NWA Quality Analyst. In this data set the configuration of the variable Gram Weights included upper and lower specification and target values (Figure 4).
In the case of thermoforming at Coleman, weights were established as the variable to monitor for process control. A data set detailing the critical variables was outlined and created using NWA Quality Analyst. In this data set the configuration of the variable Gram Weights included upper and lower specification and target values (Figure 4).
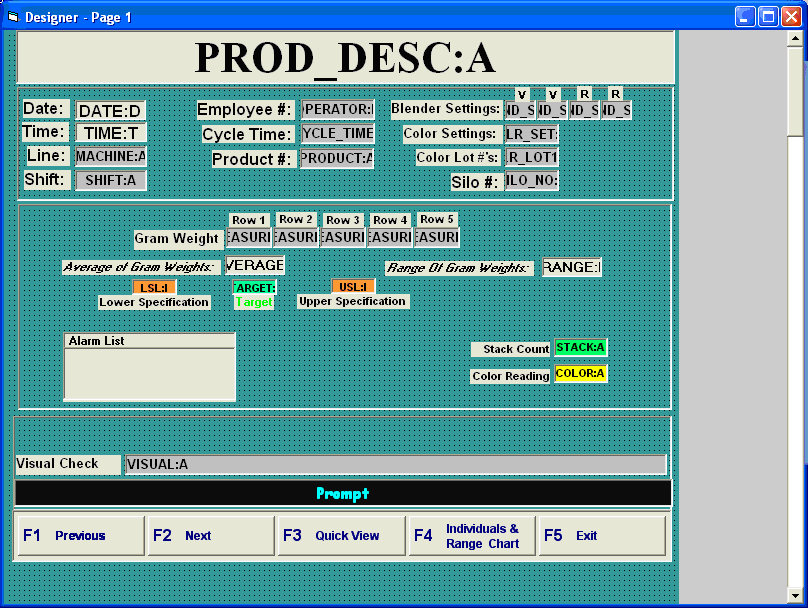 Once a data set has been created, an input screen may be developed as a user interface. Quality Monitor Designer is used to develop these user interfaces. In the case of this data set, an input screen was developed for use on the production floor kiosk (Figure 5).
Once a data set has been created, an input screen may be developed as a user interface. Quality Monitor Designer is used to develop these user interfaces. In the case of this data set, an input screen was developed for use on the production floor kiosk (Figure 5).
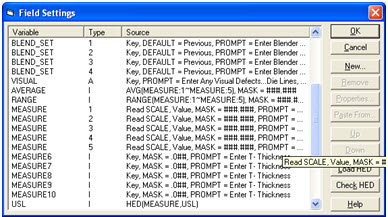 Additional criteria can be defined with the designer, such as variable conditions, filtering, and calculations (Figure 6).
Additional criteria can be defined with the designer, such as variable conditions, filtering, and calculations (Figure 6).
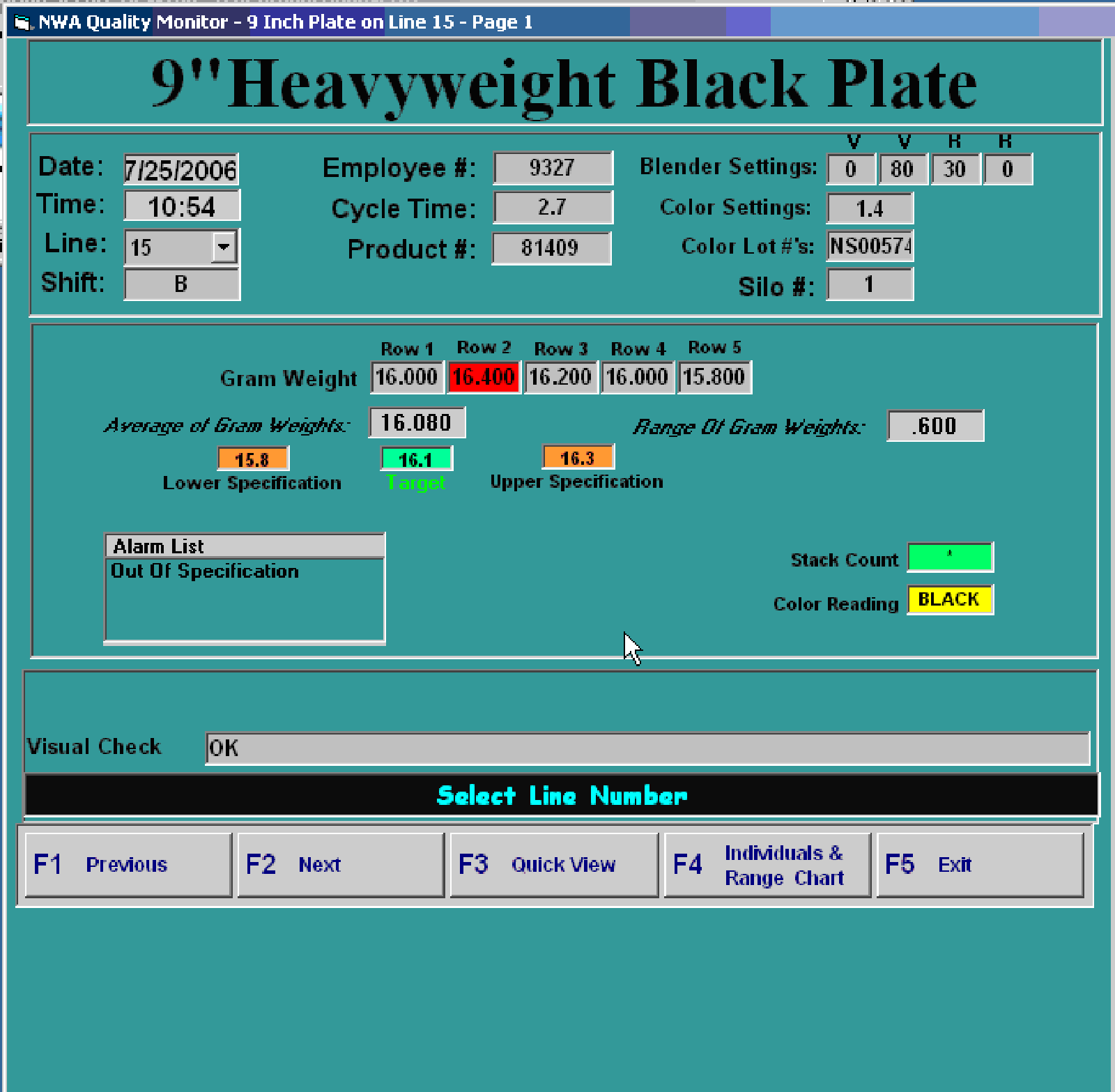 Once the profile was developed, it was implemented on the plant floor kiosks and placed into production. Quality Monitor is installed on the kiosk and used to run the profile (Figure 7). At this point a production operator is responsible for entering the data at an hourly check and interpreting the SPC results.
Once the profile was developed, it was implemented on the plant floor kiosks and placed into production. Quality Monitor is installed on the kiosk and used to run the profile (Figure 7). At this point a production operator is responsible for entering the data at an hourly check and interpreting the SPC results.
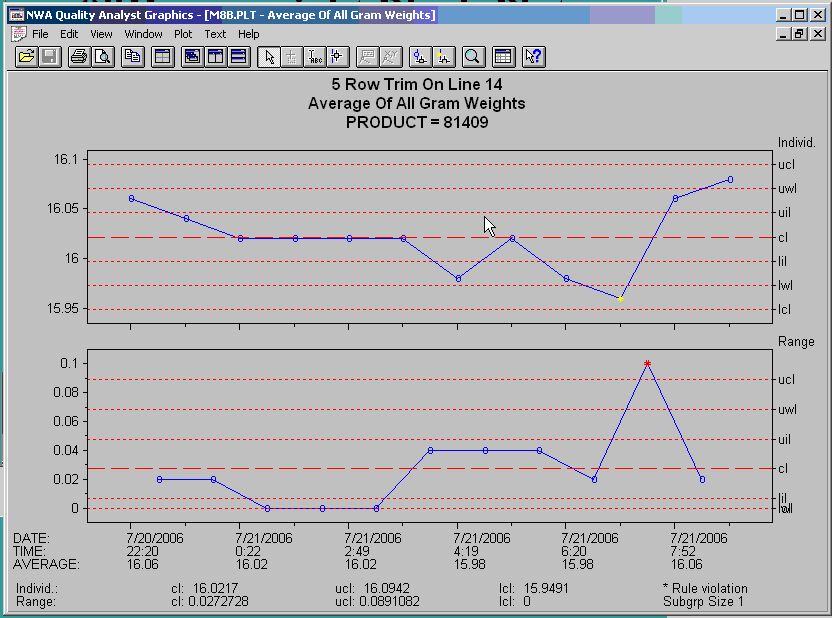 The operators and quality inspectors have information directly available to them from this interface. They are able to open summary information on previous entries, as well as open SPC charts used in the analysis of the process (Figure 8). The interface gives the staff complete access to standard operating procedures and supports uniform workflows.
The operators and quality inspectors have information directly available to them from this interface. They are able to open summary information on previous entries, as well as open SPC charts used in the analysis of the process (Figure 8). The interface gives the staff complete access to standard operating procedures and supports uniform workflows.
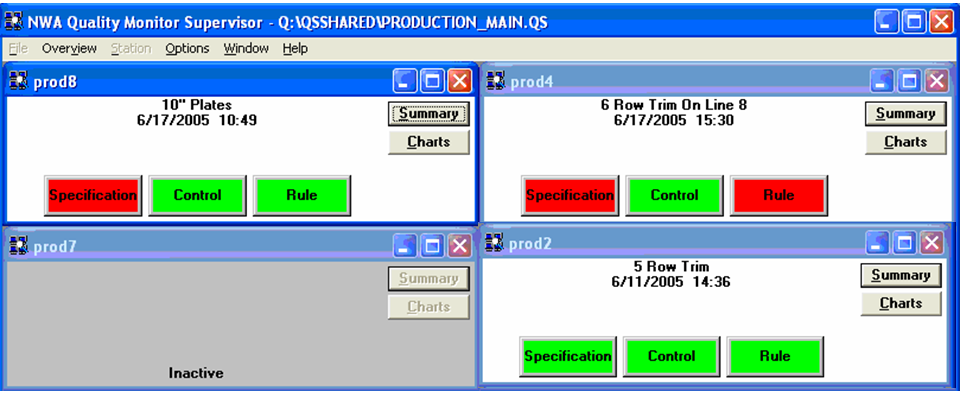 Seven PC kiosks were configured for Quality Monitor Supervisor and distributed around the plant floor. The Quality Inspector can immediately get a complete status overview (Figure 9) of all the data collection and testing stations from a single screen. This has proven to be a valuable tool to audit processes and easily get current information.
Seven PC kiosks were configured for Quality Monitor Supervisor and distributed around the plant floor. The Quality Inspector can immediately get a complete status overview (Figure 9) of all the data collection and testing stations from a single screen. This has proven to be a valuable tool to audit processes and easily get current information.
Results
As a result of this system, Coleman has been able to improve operations by limiting variation in weights during the manufacturing process. Over the past two years, the difference between the target weight and the actual weight was measured and benchmarked. The measured results showed a cumulative cost savings of over $200,000 since the program started.
